


FOR AUTOMATED DATA CAPTURE SYSTEMS MANAGEMENT

Norman Rautiola
Norman Rautiola was surprised when a procurement manager of General Motors called to set up a meeting and to congratulate him. He quickly discovered the reason: Nartron had been selected as one of GM’s top 10 divisional suppliers. Rautiola had one question. “What do we have to do to be number one?”
At first, the GM procurement manager hedged. Finally, he acknowledged that Nartron already held the top spot.
“We use quality and delivery records as standards to motivate our other suppliers,” he noted.
How did, a medium-size electronics firm from Reed City, MI, achieve this honor? In a word, control, reflected in a defect rate of 45 parts per million and a flawless record of on-time deliveries.
Rautiola is convinced that relentless control of the production process is key to success. “Process control is far-reaching: it affects production yields, quality, labor-management, and on-time delivery. One of our competitors lost millions in one year because it was not accurately controlling production.”
TRACK EVERY BOARD
Our bar code shop floor identification system is the hub of its process control. The system was originally installed to monitor work in process for printed circuit boards being manufactured for General Motors cruise control systems. GM required that the supplier be able to track and document each board and its components through manufacturing and shipping. The supplier had to maintain these production records for five years.
At the time, employees were tracking production information on paper. The managers knew the company needed a computer-based, real-time system to fulfill GM requirements. As they were evaluating identification systems, Leonard Demski, process reliability manager, realized the identification system could also handle labor reporting, track employee productivity, and monitor daily workstation yields.
“We spent over a year identifying how and what type of information we wanted to collect while simultaneously developing the basic data management controls into a unifying system.”
Employees process manager review bar code instructions for shop floor personnel.

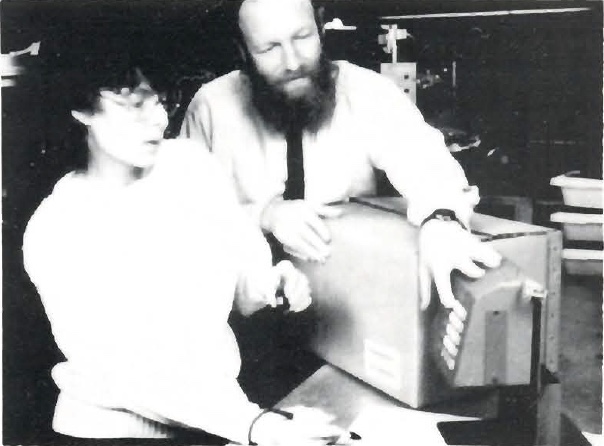
Process Analyst, scans a bar code menu to record the result of a circuit board inspection.

Senior Software Project Engineer, checks the status of work in progress on one of two NCR PCs that host the bar code data collection system. Each circuit board is tracked as it progresses through a series of workstations and tests.
SYSTEM ARCHITECTURE
Demski and Senior Software Project Engineer Charlie Simar manage the bar code data collection system, which became operational in January 1987. The system is relatively simple and streamlined. It is comprised of two NCR personal computers and IS NCR 2842 data acquisition terminals with NCR ‘s data collection application software.
Compact terminals collect information for each workstation, from hand assembly to automated assembly, solder and cleaning, inspection, testing, and packing. “We evaluated several different types of systems and developed a list of criteria,” said Simar. “We wanted data entry terminals with laser wands, not keyboards, to speed entry and ensure accuracy.”
Welch Allyn SRD digital red LED scanners are linked to NCR data acquisition terminals. Bar code menus, output on a Canon laser printer, are placed behind see-through protective coverings so they can be scanned repeatedly without degrading the code. Both 3-of-9 and Interleaved 2 of 5 formats are used.
Operators scan the bar code that describes the action being performed, the batch number, or other descriptive information.
Engineers favored NCR data acquisition terminals because they provided LCD displays that indicate the status of the transaction and good audio feedback. The reliability of data is insured by several levels of data-integrity checking in the NCR system.
“It’s important to immediately know if there’s an error in scanning or transmission,” notes Demski. “You don’t want to discover an error several hours later, after a batch file upload. Then it becomes inefficient to track down the part and re-enter the scan.”
The system is collecting an average of six multi-step transactions a minute. One PC talks synchronously with all data acquisition terminals while the second PC analyzes shop floor data. The second PC also acts as a backup.
MANAGEMENT WINDOW
“We have learned so much about our processes and employees from this system,” said Demski. By tracking production levels at each workstation, managers learned which workers were most proficient at each function.
“Everyone has different assets. We are now able to boost productivity by scheduling workers according to their capabilities and job skills,” he said.
Simar adds that getting an accurate count of finished products and work-in-process in minutes enables Nartron to adjust production schedules to meet demand. “With paper methods, we never knew exactly how much product was on the floor at any given time. That’s how firms miss deadlines; they don’t find out they are 20% short until they finish packing; by then, it’s too late.”
He notes Nartron can now accurately schedule workers to meet contractual commitments and plan overtime, if necessary, to meet an emergency shipment or reschedule as needed.”
Being able to ‘’take inventory” of the product serial numbers at each workstation also prevents products from getting lost or misplaced. “Stockpiles of boards tend to accumulate. You need to be able to track every item, find where piles exist, and make sure they are eliminated to maintain production efficiency,” Simar explains.
TRACKING ACCURACY
Nartron’s tracking accuracy is due to the fact each product is scanned as it comes into a workstation, then scanned as it leaves. In-house software engineers have written customized analysis programs. These programs track the total number of products at each workstation and daily throughput by the workstation. They help pinpoint problem areas.
“We want to know what percentage of defects occurs at every station so we can repair or adjust equipment or retrain personnel if required,” said Simar.
An unusually high number of test failures one day triggered an investigation. It turned out the plant had a humidity problem; functioning parts were failing tests due to unusually high humidity.
Now that the company has achieved process control and documented quality assurance, managers are implementing more useful statistical process control. “Quality detection catches flaws before they are shipped to the client. The next step is quality prevention systems. We want to prevent defective components from being assembled into our products,” said Demski.
“We have expanded our bar code data collection system plant-wide to increase the statistical control of each process,” he says.
The company has expanded the system to include feeding information from its data collection system to its IBM mainframe MRP (materials resource planning) package. “One of the most important aspects of production management is information management,” Demski reports. “We have expanded the scope of our data management system to encompass other product lines. We have learned how to control quality.”
AC/DC – Flint Sourcing Criteria
QUALITY
COMMITMENT
TECHNOlOGY
DELIVERY
PRICING
FINANCIAL
LOCATION
EMPLOYEE PROGRAMS
FACILITIES

